
Электроэрозионная резка проволокой и ее применение
Как работает электроэрозионный проволочно-вырезной станок и в каких случаях он незаменим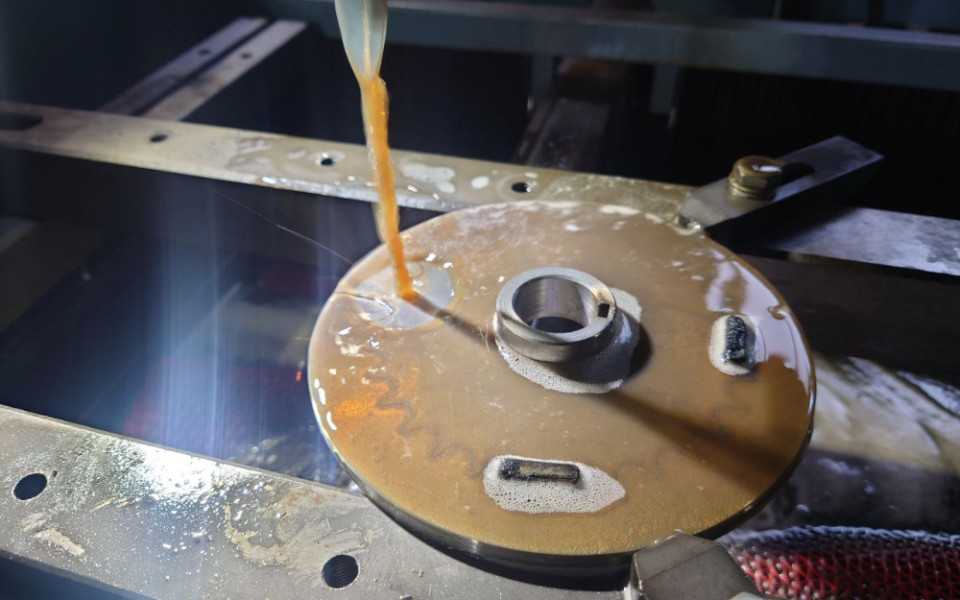

Закончил ЛИТМО (Ленинградский институт точной механики и оптики). 55 лет. 29 лет на производстве.
Электроэрозионная резка металла — это технология металлообработки, которая заменяет традиционные механические способы. Ее применяют для изготовления изделий со сложными профилями, которые невозможно вырезать на обычном токарном, ленточном, фрезерном или ином станке. Главная действующая сила электроэрозии — тепловая энергия, которая позволяет металлу расплавиться и обрести контуры, предусмотренные техническим заданием. Таким методом можно резать металлы разных типов: мягкие, твердые, вязкие и даже обладающие повышенной хрупкостью.
Для проведения такой операции используют специальные электроэрозионные станки с проволокой. О том, как они работают, мы поговорим в этой статье.
Что такое резка электроэрозией и как ее делают
Действие электроэрозии основано на электрических разрядах, которые проходят между металлической заготовкой и электродом. Под их воздействием происходит процесс плавления металла и его испарение. За счет движения электрода по определенной траектории на заготовке образуется заданный контур. Частицы металла выбрасываются с поверхности под воздействием специальной непроводящей жидкости.
Электроэрозионная резка металла осуществляется при помощи проволочно-вырезного станка, в котором электродом выступает тонкая проволока. Обычно ее делают из меди или латуни, либо другого металла в зависимости от задач оператора и материала заготовки. Диаметр проволоки в любом случае не превышает 0,3 мм. Проволоку заправляют между направляющими головками сверху и снизу и подключают к отрицательному полюсу генератора импульсов. Обрабатываемую заготовку при этом подключают к положительному.
Когда заготовка и проволока сближаются до расстояния менее 0,5 мм, между ними возникает электрический разряд. Под его воздействием заготовка разогревается — вплоть до 10000°С. В таких условиях происходит плавление металла.
Далее происходит непосредственно процесс резки. Проволоку перемещают по поверхности заготовки по траектории, заданной в ТЗ. Эта проволока и выступает режущим инструментом. Резка осуществляется с применением жидкости, не проводящей электрический ток — как правило, это масло или вода, прошедшая процедуру деионизации. Поток этой жидкости выбрасывает «лишние» частицы расплавленного металла. После заданной серии электрических импульсов проволоку-электрод подают вперед и повторяют процесс, пока не вырежут необходимый контур.
Электроэрозия успешно применяется для резки:
- инструментальной стали (углеродистой, легированной);
- твердых и тяжелых металлов (вольфрам);
- мягких металлов (молибден);
- жаропрочных сплавов (инконель, нимоник);
- и др.

Что такое электроэрозионный проволочный станок и из чего он состоит
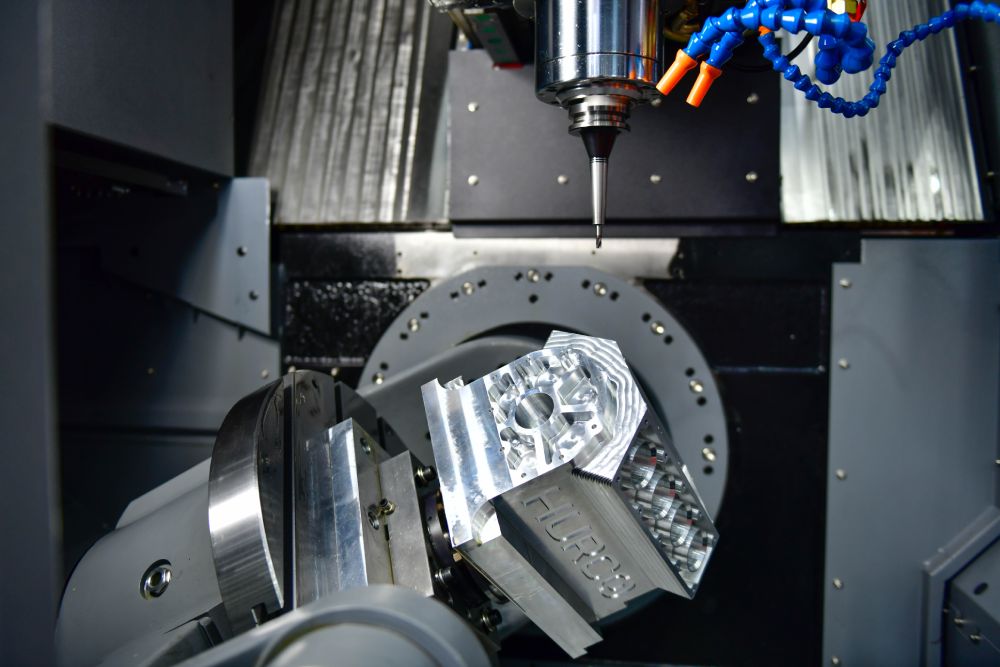
Для обработки металла методом электроэрозии используют проволочно-вырезные станки. В общем случае электроэрозионный станок имеет типовую конструкцию:
- Несущая рама. На ней закрепляются остальные части станка.
- Стол. На нем закрепляют заготовку, которую будут обрабатывать.
- Направляющие головки. Их две — верхняя и нижняя. Головки оснащены механизмами, которые подают и натягивают проволоку.
- Механизм автоматической заправки проволоки в случае ее обрыва в процессе работы.
- Механизм, который подает рабочую жидкость и фильтрует ее.
- Генератор электрического тока.
- Система управления настройкой рабочих режимов.
- Система числового программного управления режущей проволокой.
- Система контроля положения проволоки.
- Система промывки реза и удаления остатков металла с обрабатываемой поверхности.
Из перечисленных элементов конструкции наиболее значимым является генератор тока. От рабочих параметров этого узла зависят допустимые режимы обработки заготовки и общие показатели производительности проволочного станка. Данный элемент генерирует импульсы и адаптирует их параметры к заданным условиям обработки.
Длительность и амплитуда импульсов могут корректироваться. Генератор способен выдавать импульсы с частотой до 0,5 МГц, но если в месте контакта возникает замыкание или дуговой разряд, то амплитуда разрядов уменьшается, а их длительность — сокращается. Если частота импульсов увеличивается, то резка материала происходит медленнее.
Как происходит электроэрозионная резка проволокой
Перед началом работ подготавливают проволоку с определенными характеристиками, которые зависят от типа обработки. Если обрабатывают заготовку вчерне, то подходит диаметр 0,25 мм. Если планируется чистовая обработка, то берут проволоку с диаметром от 0,1 до 0,2 мм.
В общем случае для резки металлов применяют латунь. Если режут твердые сплавы, то берут медную нить с диаметром до 0,07 мм. Если резка должна быть максимально точной, то применяют проволоку из молибдена. В целом, чем тоньше режущая нить, тем выше точность обработки. Но производительность при этом снижается, поэтому не стоит применять утонченную проволоку, если предстоит обработать большое количество заготовок за короткое время.
Общий порядок действий оператора проволочно-вырезного станка:
- Установить бобину с режущей проволокой в механизм протяжки и заправить нить в направляющие головки.
- Заготовку разместить на столе проволочного станка и зафиксировать с помощью креплений. Для крепления заготовки в конструкции станка предусмотрены зажимные элементы и струбцины.
- Задать режим обработки, величину подач и число проходов в системе ЧПУ. Задать углы наклона проволоки, если проводится 4-координатная обработка. Для выставления данных параметров используют CAM-системы, такие как ArtCAM, FeatureCAM и другие. В них можно импортировать 3D модель детали из любой CAD-программы — AutoCad, SolidWorks и т.д. Траекторию движения режущей проволоки система рассчитывает самостоятельно.
- Включить станок и запустить насос, качающий рабочую жидкость. Для проведения электроэрозионной проволочной резки используют диэлектрические жидкости — масло или деионизированную воду. Первый вариант больше подходит для точной обработки. Второй обеспечивает лучшую производительность, оказывает меньше вреда на экологию и дешевле стоит. Но в узких зазорах вода закипает, и металл хуже режется.
- Сделать черновую обработку столько раз, сколько необходимо.
В черновом режиме задается более высокая скорость обработки для повышения производительности. - Переместить режущую проволоку на некоторое расстояние и провести чистовую обработку до получения ровной поверхности.
Число чистовых проходов зависит от того, насколько гладкая поверхность вам требуется. Для оценки степени шероховатости применяют микроскоп или профилометр.
Допустимые показатели шероховатости задаются в проектной документации и указываются в чертежах. Если на выходе они превышают заданную норму, то проводится дополнительная обработка изделия — например, притирка или полировка.
Преимущества электроэрозии
Резка металла на электроэрозионном проволочном станке имеет преимущества, которые отличают ее от механообработки, фрезеровки и других видов металлообработки. Преимущества резки проволокой:
- Точность форм и гладкость поверхности готового изделия.
Движение проволоки по поверхности осуществляется через ЧПУ. Автоматизированное программное управление исключает ошибки оператора и позволяет делать максимально точные, идентичные друг другу единицы в рамках серии. Точность обработки методом электроэрозионной резки достигает ±5 мкм. Шероховатость поверхности готовых изделий — Ra от 0,1 до 0,5 мкм. - Нет ограничений по форме.
С помощью эрозионной технологии получают детали любой геометрической формы, предусмотренной инженером-конструктором. Это могут быть изделия со сложными контурами, тонкими стенками и перемычками, с глухими полостями, очень малыми отверстиями или мелкой резьбой. При изготовлении мелких пазов электроэрозионный станок незаменим, поскольку такая работа не под силу ни фрезерному, ни токарному. Также он легко справится с простыми контурами и поможет в изготовлении прямоугольников, квадратов, цилиндров и др. - Нет ограничений по толщине и твердости.
В отличие от механообработки электроэрозионная резка проволокой применяется в работе с металлами всех типов. Показатель твердости не играет роли, поскольку резка происходит за счет расплавления материала искровыми разрядами и его последующего испарения. Любой металл эффективно режется одной и той же тонкой проволокой диаметром не более 0,3 мм — дополнительный режущий инструмент не требуется. - Нет риска износа и деформации заготовки.
В процессе резки проволока-электрод не имеет прямого контакта с поверхностью заготовки. Поэтому заготовка не деформируется, ее поверхность не подвергается износу. Во многих случаях даже не делают финишную полировку поверхности.
В процессе резки оператор проволочного станка может выставлять разные настройки для каждого участка обработки и изменять их при необходимости.
Где применяют электроэрозионную резку
За счет преимуществ этого способа его применяют в сферах, где требуется высокая точность обработки деталей. Он подходит для изготовления фрез, метчиков, сверл сложного профиля, форсунок, шестерен, матриц и пуансонов. С помощью электроэрозии вырезают очень тонкие элементы: перемычки или пазы шириной 0,02 мм.
В обычной жизни мы также сталкиваемся с изделиями, при производстве которых использовался метод электроэрозионной обработки. Например, это ювелирные украшения и медицинские импланты.
Электрическую эрозию используют при производстве турбин, двигателей, топливной аппаратуры в:
- машиностроении;
- приборостроении;
- аэрокосмической отрасли.
Технология востребована в серийном производстве деталей со сложной конфигурацией и высокими требованиями к точности. Также она используется в случаях, когда производство ведется мелкими сериями или даже штучно. Классическая механическая обработка при штучном изготовлении сложных деталей невыгодна производителю.

Когда электроэрозионная резка не подходит
Электроэрозионная проволочная резка не подходит только для материалов с низкой токопроводностью или ее отсутствием. Например, это касается керамики и диэлектрических пластиков. Металлы, которые проводят электроток, эффективно обрабатываются с помощью данного метода.
Источники изображений:
Freepik.com
Интересное:



Все новости:




Публикация компании
Достижения
Профиль
Контакты
Социальные сети